

























Energy saving in the enterprise - main directions:
- Saving electricity
- Reduction of heat and steam losses
- Reduction of losses in steam pipelines
Energy saving in the enterprise - Energy saving methods
- Selection of an optimal price category and revision of the contractual conditions for power supply
- Optimization of electric motors
- VFD installation
- Optimization of compressed air systems
Selection of the optimal price category for power supply
There are a total of 6 price categories for power supply, according to which companies can buy electricity from guaranteed suppliers.
All small enterprises with an installed capacity of less than 670 kW, at the time of concluding the contract for automatic power supply, fall into the first price category.
All companies with an installed capacity of over 670 kW automatically fall into the third price category.
The first and third price categories are not always the most optimal and cheapest power supply categories.
In some cases, switching to a different price category can reduce electricity costs by 5% -30%.
The topic of price categories is quite extensive, in our review of price categories we tell in detail how to correctly calculate and choose the price category of the power supply.
In addition to the price categories, we recommend that you take a closer look at other aspects of the power contract:
- voltage level,
- power,
- electricity transmission tariff.
In our review you can find out about these and other methods to reduce energy costs.
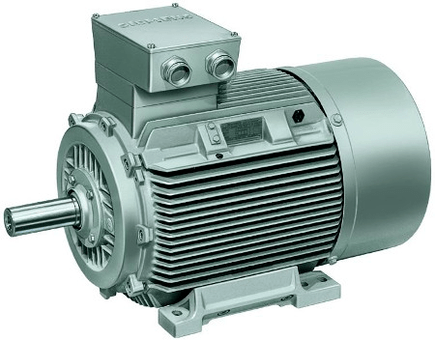
Energy saving in the enterprise - electric motors
It is necessary to take into account all the equipment where electric motors are used:
- pumps,
- compressors,
- fans,
- machine tools,
- production lines.
Motor control plan
The engine management plan must become an integral part of the plant's energy saving program.
Such a plan will help implement a long-term energy saving system for all electric motors in the enterprise.
The engine management plan will ensure that faults and malfunctions do not occur and, if they do occur, are resolved quickly and efficiently.
Steps to create an engine management plan:
- Make an inventory of all engines in the facility.
- Create a list of engines with their basic parameters, technical condition, service life.
- Develop general instructions for making repairs.
- Develop guidelines for preventive maintenance, lubrication and inspection.
- Create a stock of frequently used spare parts.
- Create a specification for the purchase of new engines.
Rewinding of electric motors
In general, rewinding an old electric motor is much cheaper than buying a new one.
The electric motor must be replaced if the cost of rewinding it is more than 60% of the cost of a new one.
Then it will all depend on how the rewind is done.
If the work is done at the highest level, then the engine will lose only 1% -2% of its efficiency.
If rewinding is performed poorly, then the losses in the motor will increase by 5% -10%.
Replacing an old electric motor with a new energy-efficient one makes sense in cases where the motor runs more than 2, 000 hours a year.
The payback period of a new energy efficient engine will be no more than 1, 5 - 2 years.
Energy savings in the enterprise by increasing the load factor
The load factor is the ratio of working power to apparent power.
Here's how to use energy efficiently.
The higher the load factor, the more efficiently electricity is used.
The electric motor works optimally at a load of 75% and more.
Therefore, installing engines above the required power (for safety reasons) will not only be more expensive, but also inefficient in terms of energy consumption.
The load factor can be increased as follows:
- switching off unloaded engines,
- replacement of engines loaded with less than 45% for less powerful models,
- load redistribution between existing electric motors.

Variable frequency drive (VFD)
The installation of variable frequency drives only makes sense for dynamic systems.
In static systems that are involved, for example, only for lifting loads, installing a variable frequency drive will not help and can often be harmful.
The VFD balances the load and the speed of the motor, thus ensuring that the electric power is used optimally.
VFD can reduce engine power consumption by a minimum of 5% and a maximum of 60%.
The payback period for VFD is usually 1-3 years.
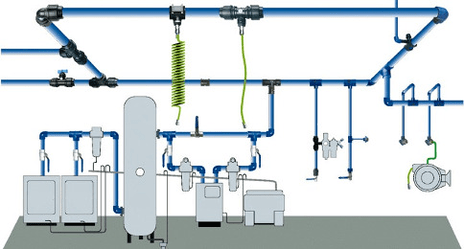
Optimization of compressed air systems
Compressed air is used in a variety of industries.
In some companies, compressed air is the main consumer of electricity.
Compressed air is used in pneumatic devices and equipment, on conveyors, automatic lines.
The use of compressed air is popular because it is a convenient and safe source of energy.
But many people forget that compressed air is one of the most inefficient sources of energy - only 5% of the electricity used to produce compressed air is converted into useful work, the remaining 95% goes into the pipe.
Energy saving in the enterprise - compressed air:
- Do not use compressed air to clean the premises.
- Reducing the air temperature at the compressor inlet by 3% reduces energy consumption by 1%.
- For these technical processes, when possible, reduce the compressed air pressure to a minimum. Reducing the pressure by 10% reduces energy consumption by 5%.
- Perform regular inspections, repairs of compressor equipment and compressed air transmission lines. One, even the slightest leakage of compressed air, can reduce the efficiency of the equipment at times.
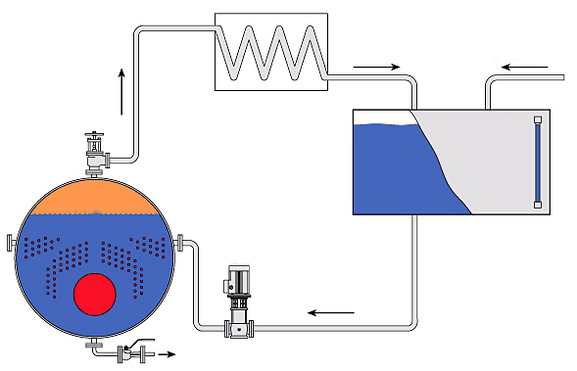
Energy savings in the enterprise - we reduce heat and steam losses
Steam is often used in industry, especially in the textile, food and processing industries.
Improving the efficiency of steam boilers and reusing the generated heat can significantly reduce energy consumption in these installations.
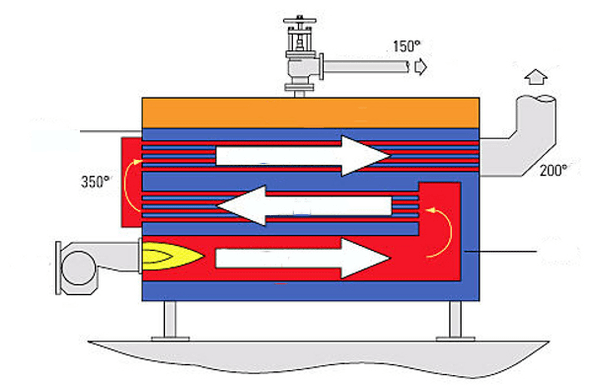
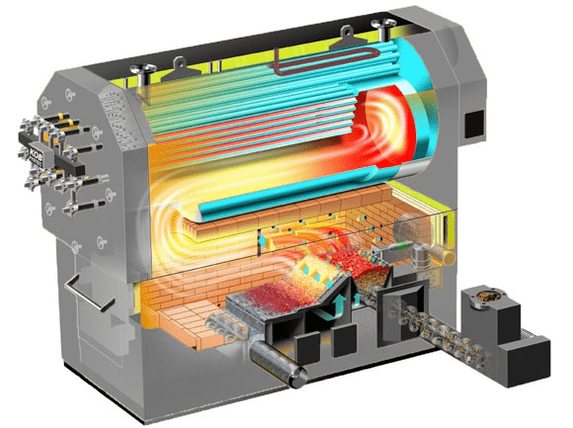
Steam production
The boiler works most efficiently at full power.
Due to the fact that the demand for the amount of steam can change over time, it often happens that the boiler operates under its optimal load.
The capacity of the installed boiler can be much higher than the needs of the enterprise due to declining demand for products or unrealized plans to expand production.
Also, the capacity of the boiler may not be required due to improvements in the production process or the introduction of energy saving measures.
In such cases, the boiler operates either not at full capacity or in the mode of short on / off cycles.
Both situations lead to significant energy losses.
There are no simple and cheap solutions to this problem.
The easiest option isinstall a "small" boiler that will operate at full capacityat medium or low load in the enterprise.
Despite the fact that this is not a cheap solution, the payback period for such an investment can be less than two years.
And in general, it is always more efficient to have several small interchangeable boilers, especially in companies with changing demand or significant seasonal fluctuations in heat and steam consumption.
Automatic adjustment system
If the plant has several boilers, then it makes sense to installautomatic system for regulating the load of the boilers. . .
Automation meets the need for steam in the plant, redistributing the load between the boilers, turns on or off the boilers, thus significantly increasing the efficiency of the entire system.
Closed valve
In plants where boilers are regularly shut down due to a drop in steam demand, heat losses through the chimney can be quite high.
It is possible to block the loss of hot air through the chimneyby installing a closed valvewhich closes the pipe when the boiler is switched off.
Prevention and maintenance
If left unattended, burners and condensate return systems can quickly deteriorate or be damaged.
This can reduce the efficiency of the boiler by 20% -30%.
A simple maintenance program - ensuring that all components of the boiler work at maximum level - will significantly increase work efficiency.
In practice, regular maintenance reduces the energy consumption of the boiler by 10%.
Insulation - heat losses from the surface of a properly insulated boiler must be below 1%.
Removal of soot and scale
It is necessary to constantly monitor and eliminate the formation of soot on the pipes of the boiler, scale inside the boiler.
A thick layer of soot with a thickness of 0, 8 millimeters reduces heat transfer by 9, 5%, while a layer with a thickness of 4, 5 millimeters reduces heat transfer by 69%!
The scale is formed when calcium, magnesium and silicon are deposited on the heat exchanger of the boiler.
The scale with a thickness of 1 millimeter increases energy consumption by 2%.
Soot and scale can be removed mechanically or with acids.
The formation of soot and scale can be determined by raising the flue gas temperature or by visual inspection when the boiler is not running.
The formation of soot and scale should be monitored especially carefully if the boiler runs on solid fuel (coal, peat, firewood).
Gas boilers are less prone to soot problems.
Boiler purge optimization
Blowing the boiler is the release of boiler water to clean the water inside the boiler from impurities and salts.
The purpose of purging the boiler is to avoid or reduce the formation of scale.
Insufficient purging of the boiler can lead to the ingress of water into the steam or the formation of deposits in the boiler.
Excessive blowing means loss of heat, water and chemicals.
The optimal level of purge depends on the type of boiler, the working pressure in the boiler, the preparation and the quality of the water used.
The first thing you need to pay attention to is the preparation of water. If the water is well treated (low salt content), the purge rate can be 4%.
If there are foreign substances and salts in the water, then the purge rate will be 8% -10%.
The automatic purge system can also significantly reduce energy consumption.
The payback period of such a system is usually 1-3 years.
Reduce smoke emissions
Excessive smoke is often the result of air entering the boiler and chimney through leaks and openings.
This reduces heat transfer and increases the load on the compressor system.
Leaks and holes can be easily removed, it is only necessary to periodically perform a visual inspection of the boiler and chimney.
Air regulation
The more air used to burn fuel, the more heat is thrown into the wind.
The amount of air slightly above the ideal stoichiometric fuel / air ratio is necessary for safety reasons to reduce NOx emissions and depends on the type of fuel.
Boilers in poor technical condition can use up to 140% additional air, which leads to excessive smoke emissions.
An efficient gas burner requires 2% to 3% additional oxygen or 10% to 15% additional air to burn the fuel without generating carbon monoxide.
The general rule is that the efficiency of the boiler increases by 1% for every 15% reduction of the additional air.
It is therefore necessary to constantly check the fuel / air ratio.
This event costs nothing, but has a very good effect.
Monitoring of smoke emissions
The amount of oxygen in the flue gases is the sum of additional air (added to increase safety and reduce emissions) and air that seeps into the boiler through holes and leaks.
The presence of leaks and holes can be easily detected if a system for monitoring the intake air and the amount of oxygen in the flue gases is established.
Using the data on the amount of carbon monoxide and oxygen, it is possible to optimize the fuel / air ratio in the boiler.
The installation of a smoke emission monitoring and analysis system usually pays for itself in less than a year.
Energy saving in the enterprise - Installation of an economizer
The heat from the flue gases can be used to heat the water entering the boiler.
Heated water enters the boiler and requires less heat to turn into steam, thus saving fuel.
Boiler efficiency increases by 1% for every 22 ° C decrease in flue gas temperature.
The economist can reduce fuel consumption by 5% - 10% and will pay off in less than 2 years.
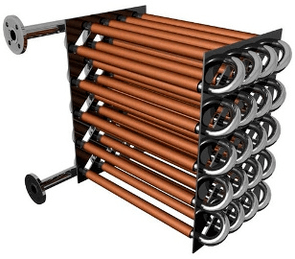
Heat exchanger for extracting heat from water and steam from blowing the boiler
The heat exchanger will help you recycle about 80% of the water and steam heat from the boiler purge.
This heat can be used to heat buildings or to heat the water that supplies the boiler.
Any boiler with a constant purge rate of 5% or more is an excellent candidate for a heat exchanger.
If the purge system does not work in constant mode, then it makes sense to consider switching it to constant mode while installing a heat exchanger.
The average payback period for a heat exchanger will not exceed 1, 5 - 2 years.
Installing a condensing economizer
The hot condensate can be returned to the boiler, thus saving energy and reducing the need for purified water.
The condensing economizer can increase the efficiency of the system by an additional 10%.
The installation of such an economizer should be carried out under the strict supervision of specialists who will take into account all the nuances of such a system, its impact on the boiler and the chemical composition of the water.
The use of a system that returns condensate back to the boiler usually pays off in 1-1, 5 years.
A system that directs condensate to hot water pays for itself in less than a year.
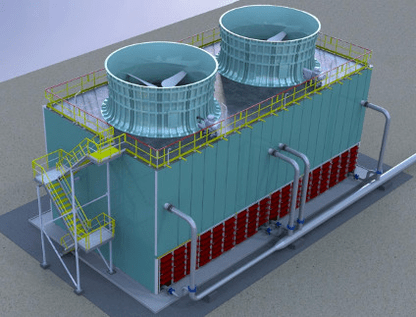
Cooling towers (cooling towers)
The cooling tower is a heat exchanger in which the water is cooled by a stream of air.
And in terms of energy efficiency, the cooling tower is a device that dissipates heat in the wind.
Energy saving potential in cooling towers:
- In some companies it makes sense to abandon the cooling towers altogether. There are many cases where heating is used to heat a room and at the same time a cooling tower is used to dissipate heat. Installing a heat pump will solve the heating problem and at least partially reduce the need to use the cooling tower.
- Installing cooling tower fan switches can reduce energy consumption by 40%.
- Replacing aluminum or iron fans with new fans (fiberglass and plastic) can reduce energy consumption by up to 30%.

Reduction of losses in steam pipelines
Disconnection with unsolicited steam
Steam needs and consumption are constantly changing.
This can lead to the fact that the entire steam distribution system is not used at full capacity, but only 20% -50%, which inevitably leads to heat loss.
It is clear that optimizing or reconfiguring the entire steam distribution system to meet new needs will be very expensive and perhaps impossible.
However, identifying and shutting down steam pipes that are hardly used can be a very effective energy saving measure.
Energy saving in the enterprise - Thermal insulation of pipes
Insulating steam pipes can reduce energy losses by up to 90%.
This is one of the fastest returns on energy savings in a steam distribution system.
The average payback period for the insulation of pipelines through which steam or hot water is transmitted is about 1 year.
Condensate pipes for 1, 5-2 years.
Monitoring of steam traps
A simple program for monitoring the technical condition of steam traps can significantly reduce heat loss.
For example, if the maintenance has not been carried out for 3 to 5 years, then, as a rule, about a third of the steam traps do not work, which allows the steam to enter the condensate drain system.
In practice, in enterprises that have a program for monitoring steam traps, no more than 5% of steam traps are in poor condition.
The average payback period for the replacement or maintenance of a steam trap is less than six months.
The steam trap monitoring program usually reduces steam losses by 10%.
Thermostatic steam traps
The use of modern thermostatic steam traps can reduce energy consumption and at the same time increase the reliability of the whole system.
The main advantage of thermostatic steam traps is that they
- open when the temperature approaches the saturated steam level (+/- 2 C °),
- emit non - condensable gases after each opening and
- are in an open state at the beginning of the system operation, which ensures its rapid heating.
In addition, these steam traps are very reliable and can be used at a wide range of pressures.
Interruption of steam traps
You can reduce energy consumption by turning off the steam traps on overheated steam pipes when not in use.
Elimination of steam leaks
The small hole steam leak repair program can pay for itself in less than 3 to 4 months.
We must not forget that small leaks can go unnoticed for years, permanently damaging the system.
Reuse of condensate and steam
When a steam trap releases condensate from a steam system, the pressure drop creates steam from that condensate.
This steam, together with condensate, can be used in a heat exchanger to heat feed water or air.
Most importantly, it is possible to use this steam and condensate near the point of discharge, as it can be very expensive to create a separate piping system to transport it to the point of use.